
Множество промышленных предприятий, которые занимаются плавкой чугуна и прочих металлов с помощью индукции, очень часто используют агрегат ИЧТ 1, в качестве основного устройства для организации технологических процессов. В данной статье будут представлены все особенности этого оборудования, его подробные характеристики и способы применения в условиях промышленных масштабов.

Индукционная печь ИЧТ 1
Для более глубокого анализа здесь будет представлена индукционная печь марки ИЧТ-1/0,4 С2, основным предназначением которой является плавка чугуна и разных марок стали. Данная печь является электрической и имеет климатическое исполнение УХЛ4 по ГОСТу 1515О-69. Существуют определенные условия для продуктивной работы данного агрегата:
- Конструкция должна устанавливаться в закрытом помещении;
- Месторасположение должно находиться не выше 1 км над уровнем моря;
- Диапазон температуры окружающей среды для оптимальной работы составляет +5 — +40 градусов;
- В условиях комнатной температуры относительная влажность может составлять порядка 90%. Если агрегат находится в помещении с температурой +40 градусов, то влажность не должна превышать 50%;
- Поступающая жидкость для водяного охлаждения должна быть максимум +25 градусов, а в состав не должно ходить элементов, выпадающих в осадок;
- Воздух в помещении, где установлена индукционная печь не должен содержать взрывоопасных, агрессивных либо абразивных примесей, способных повредить внешний кожух или металлические элементы корпуса;
- Для того чтобы на внешнем корпусе радиаторов охлаждения не образовывался конденсат, температура охлаждения не должна быть ниже температуры в помещении более чем на 15 градусов;
- В соответствии с ГОСТом 2.1.ОО5-88, пароотделение и пылеобразование обязаны быть на соответствующем уровне;
- Плита, на которой устанавливается индукционная печь или рама самой конструкции не должны подвергаться воздействию сторонников вибраций либо ударов.
В дополнение, существуют определенные нормы по безопасности работы и пожарным ограничениям, стандарты которых ГОСТ 12.2.ОО3-74 (RU) 12.3.ОО2-75 (RU) и ГОСТ 12.1.ОО4-76 (RU) соответственно.
Характеристики индукционной печи ИЧТ 1
Агрегат для плавки индукционным методом обладает следующими параметрами:
- Номинальная мощность установки – 400 кВт;
- Потребляемый ток при стандартном режиме работы – 386 кВт;
- Максимальная вместимость рабочей камеры – 1 тонна;
- Частота электричества – 50 Гц;
- Вид подключения к электросети – 1 фаза;
- Номинальный уровень напряжения сети – 6-10 кВт;
- Потребление тока индуктором – 495 Вт;
- Перегрев шихты осуществляется при температуре от 1400 до 1550 градусов;
- Максимальная производительность скорости расплава – 0.61 т/ч;
- Среднее количество электричества на проведение процесса плавки – 630 кВт*ч/т;
- Снаряженная масса установки – 18.4 тонн;
- Количество охлаждающей жидкости – 5 л/ч.
В зависимости от типа шихты, технологических особенностей производства и количества включений легирующих примесей, варьируются и показатели, указанные выше. Сюда входит рафинирование, погрузочно-разгрузочные манипуляции, предварительная очистка рабочей области, профилактические мероприятия и прочие манипуляции, которые увеличивают время выполнения плавки, а также могут влиять на расход электроэнергии из-за большой потери тепла при постоянном открытии закрытии свода печи.
Подготовительная документация для ИЧТ 1
В большинстве случаев, такой тип печей изготавливается под заказ и в процессе его выполнения исполнитель должен предоставить следующие документы:
- Взамен на предоставление строительных чертежей и планировки будущего размещения установки со стороны заказчика, производитель составляет предварительную компоновку оборудования;
- Общий план монтажа печи с планируемыми нагрузками на фундаментную плиту и точками подвода электричества;
- Чертежи подключения воды к охладительной системе и элементарные схемы;
- Список запчастей, которые подвергаются быстрому износу, вне зависимости от способа эксплуатации оборудования;
- Технический паспорт и эксплуатационные возможности агрегата;
- Описание методов и вариантов заполнения либо ремонта футеровки внутренней части печи;
- Подробная схема монтажа, список периферийного оборудования и необходимых проводов.
После того как будут готовы все документы и сама установка, ее отправляют на территорию заказчика в частично разобранном виде, без заполнения полостей печи футеровкой и теплоизоляционными материалами. Сроки производства индукционной печи ИЧТ 1 варьируется от 60 до 80 дней.
Готовый комплект установки ИЧТ-1/0,4 С2 состоит из следующих элементов:
- Корпус электрической печи без футеровки и в частично разобранном виде – 1 шт.;
- Набор конденсаторов в едином корпусе – 1 шт.;
- Установка подкачки масла – 1 шт.;
- Гидравлическая панель – 1 шт.;
- Орган управления водоохлаждением – 1 шт.;
- Кнопочная либо сенсорная панель управления и дистанционный пульт – по 1 шт.;
- Щитовая для автоматики электросети – 1 шт.;
- Управляющий блок БУМС – 1 шт.;
- Комплектный механизм подключения питания – 1 шт.;
- Распределительный щиток электропроводки – 1 шт.;
- Независимый трансформатор – 1 шт.;
- Набор считывающих и контролирующих датчиков – 1 шт.;
- Технический паспорт и инструкция по эксплуатации – по 1 шт.
Данная индукционная плавильная печь считается самой надежной в плане использования по сравнению с подобным оборудованием того же класса. Это достигается за счет применения надежной многоступенчатой системы защиты установки от всевозможных внешних воздействий как отдельных узлов агрегата, так и всего устройства комплексно.

Для того чтобы расшифровать название индукционной печи, ниже приведен список обозначений каждой буквы и цифры:
- И – это означает, что печь использует индукционный нагрев;
- Ч – в основном рассчитана на выплавку чугуна;
- T – обозначает наличие тигля, как основного механизма для загрузки шихты;
- 1 – максимальная вместимость в тоннах;
- 0,4 – трансформаторная мощность, потребляемая установкой, mB*A;
- C2 – номер партии у производителя.
Принцип действия и конструкция ИЧТ 1
В основе работы агрегата лежит применение индукторной катушки, которая является первичной обмоткой, охлаждаемой водяным радиатором. Роль вторичной обмотки, а также функции нагрузки исполняет загруженный в тигель металл, что в совокупности соответствует принципу работы трансформатора. Процесс нагрева и расплавки шихты осуществляется благодаря прохождению сквозь нее тока, исходящего от постоянного электромагнитного поля, которое создается работой индуктора. Параллельно с этим, внутри рабочего пространства индукционной печи появляются электродинамические силы, способствующие интенсивному перемещению частиц металла, что обеспечивает равномерный прогрев обрабатываемого материала и однородность конечного продукта.
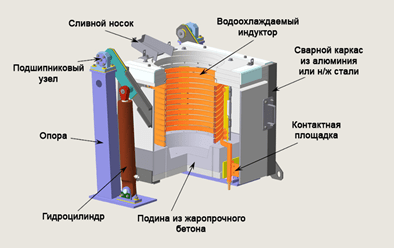
В целом, агрегат не является единым устройством, так как имеется опорная металлическая конструкция, выполняющая роль рамы, внутри которой устанавливается сам плавильный узел, состоящий из сварного корпуса, пода, футеровки, тигля, магнитопроводов, индуктора и футеровочного воротника в виде пояса. Из-за того, что рабочий объем весит очень много, он имеет специальные ушки, за которые цепляются тросы и с помощью крана эту конструкцию опускают на опорную раму, фиксируя болтовыми соединениями.
Что касается конструкции рамы, то она составлена из двух частей:
- Верхняя часть с двумя поворотными плунжерами. На этом элементе крепится плавильный узел, в который входит индуктивная катушка, имеющая многовитковую конструкцию и охлаждаемая водой. Катушка также разделена на две части, первая из которых обеспечивает охлаждение стенок тигля, а вторая непосредственно создает электромагнитное поле.
- Нижняя часть. Является опорным механизмом, который намертво фиксируется к фундаментной плите. Закрепление осуществляется с помощью сварки либо болтовых соединений, что зависит от технических условий помещения.
Из-за того, что индуктор излучает электромагнитное поле, его защищают магнитопроводами, состоящими из набора листовой трансформаторной стали в виде ребер, чтобы исключить выход поля за пределы корпуса печи. Конструкция тигля дополняется специальной крышкой, отлитой из бетона, которая приводится в действие гидравликой. Электричество поступает к установке по специальным кабелям, которые имеют водяное охлаждение, а сам подвод воды организован с помощью резинотканевых рукавов с быстросъемными соединительными механизмами. В случае если в индукционной печи ИЧТ–1/0,4 С2 будет расправляться алюминий, тигель необходимо изготавливать из набивных плиток железобетона, в состав которого должны входить присадки для повышенной термоустойчивости. В зависимости от культуры обслуживания, способов погрузки-разгрузки шихты, частоты использования устройства, периодичности очистки, осуществления мелкого ремонта и качества исполнения самого тигля, варьируется эксплуатационный срок службы тигля, средний период которого составляет около 12 месяцев.

Агрегат имеет собственную трансформаторную станцию, которая обеспечивает его необходимой мощностью и частотностью тока. Регулировка степени нагрева производится непосредственно из щитка управления на трансформаторе. Для того чтобы компенсировать естественную низкую коэффициентную мощность электропечи, ее оборудуют специальной батареей с набором конденсаторов. Это устройство имеет две группы элементов: первая группа запитана постоянно, а вторая включается в процесс по ходу разогрева, если того требует рабочее состояние печи в случае нехватки мощности индуктора стандартной нагрузки. Для того чтобы переключать данные группы можно использовать автоматизированную систему БУМС, но в большинстве случаев используется ручное управление, так как такая компоновка индукционной печи стоит на несколько пунктов дешевле.
Механизм наклона плавильного узла имеет электромеханический привод, управление которым производится с помощью пульта управления. Конкретное расположение вышеописанных узлов и приборов зависит от технических условий индивидуального территориального размещения устройства, в соответствии с ранее составленным чертежом и проектом. Если по каким-либо причинам место установки индукционной печи изменилось, но само устройство уже готово, то установив его в наиболее подходящем месте батарею с конденсаторами необходимо монтировать как можно ближе к самому агрегату, чтобы минимизировать потери электричества в процессе перетекания тока от батареи к индуктору. Все остальные агрегатные узлы должны располагаться в соответствии с пожарной безопасностью и максимально удобным расположением для обслуживания, загрузки, настройки и ремонта плавильной установки.
Что касается фундамента, на который монтируется приспособление, то его высота должна компенсировать высоту транспортировочных емкостей, чтобы в процессе выливания расплавленной шихты борта контейнера не упирались в корпус печи. Но нельзя допускать чрезмерно высокой установки, так как в технической документации указаны нормы по расстоянию между верхней точкой агрегата и потолком цеха, во избежание аварийных ситуаций и образования пожара.







